
Wpływ wiertła i niklu na odporność na uszkodzenia termiczne stali odlewniczej 4Cr5Mo2V

4Cr5 Mo2V jest powszechnie stosowaną stalą do odlewania ciśnieniowego. W procesie odlewania ciśnieniowego stopu aluminium, na skutek erozji i adhezji roztopionego aluminium, forma ulega uszkodzeniom termicznym, takim jak zmęczenie cieplne i utrata ciepła stopu, co skutkuje spadkiem jej twardości, a nawet przedwczesnym uszkodzeniem.
W celu zbadania, czy nikiel lub suchość mogą poprawić odporność na uszkodzenia termiczne form odlewniczych ze stopów aluminium, przygotowano bloki testowe ze stali 4Cr5 Mo2V i 4Cr5Mo2V zawierające 1% Ni i 1% Co (ułamek masowy), które następnie inkrustowano. hartowanie i odpuszczanie. W stałej matrycy formy odlewniczej stop aluminium ADC12 o temperaturze 800℃ był następnie odlewany ciśnieniowo 200 do 1,000 razy i badano makromorfologię i twardość powierzchni bloku testowego.
Wyniki pokazują, że po 1,000-krotnym odlewaniu stopu aluminium, stalowy blok testowy 4Cr5Mo2V najmocniej przylegał do aluminium i powodował bardzo niewiele siatkowatych pęknięć; blok testowy ze stali zawierającej Ni lekko przylegał do aluminium, a blok testowy ze stali zawierającej Co najmniej przylegał do aluminium, co wskazuje, że zawartość stali Co 1Cr4Mo5V w ilości 2% ma najlepszą odporność na uszkodzenia termiczne w stosunku do odlewanych ciśnieniowo stopów aluminium. Ponadto w porównaniu z twardością przed ciśnieniowym odlewaniem stopu aluminium, po 1,000-krotnym odlewaniu ciśnieniowym, twardość powierzchniowa próbek stali 4Cr5Mo2V, zawierających nikiel i stali 4Cr5Mo2V zawierających suche zmniejszyła się o 2.8, 1.8 i 1.4 HRC, czyli o 4, 5 i 2 HRC. wielokrotne odlewanie stopów aluminium. Niekorzystny wpływ na twardość powierzchni stali 4Cr5Mo2V zawierającej nikiel i suchej jest mniejszy niż stali XNUMXCrXNUMXMoXNUMXV, co związane jest z działaniem wzmacniającym roztwory Co i Ni, co jest korzystne dla poprawy odporności na erozję płynną aluminium formy i sprawiają, że forma jest mniej podatna na uszkodzenia termiczne.
Odlewanie ciśnieniowe stopu aluminium to złożony proces wysokotemperaturowy i wysokociśnieniowy. Na uszkodzenia termiczne (w tym zmęczenie cieplne i straty cieplne) wpływa wiele czynników wpływających na działanie form odlewniczych ze stopów aluminium. Wśród nich szczególnie ważny jest skład stali do pracy na gorąco.
W normalnych warunkach można uniknąć awarii matrycy odlewniczej spowodowanej pękaniem i odkształceniem plastycznym. Pękanie formy jest zwykle spowodowane przypadkowym przeciążeniem mechanicznym lub termicznym, co skutkuje silną koncentracją naprężeń. Wczesne pękanie zmęczeniowo-cieplne i straty spawalnicze (uszkodzenie termiczne powierzchni) form odlewniczych są głównymi przyczynami uszkodzeń, które często wpływają na siebie. Stal 4Cr5Mo2V jest szeroko stosowaną stalą matrycową do pracy na gorąco, o dobrej odporności na zużycie i odkształcenia plastyczne. Wiertło i nikiel są powszechnie stosowanymi pierwiastkami stopowymi, które mogą skutecznie zwiększyć wytrzymałość i twardość stali oraz mają pewien wpływ na odporność na uszkodzenia termiczne. Dlatego badane są stal 4Cr5Mo2V, 4Cr5Mo2V zawierające 1% Ni i 1% Co (ułamek masowy, taki sam poniżej). Odporność stali na uszkodzenia stopionego aluminium ma ogromne znaczenie dla prowadzenia rzeczywistej produkcji.
Jednak większość metod badania uszkodzeń termicznych stali odlewanych ciśnieniowo przed ustami ma na celu symulację ogrzewania i chłodzenia. Próbka stali matrycy nie styka się bezpośrednio z roztopionym aluminium i nie pociąga za sobą efektu szorowania roztopionego aluminium, takiego jak bezpośrednie ogrzewanie indukcyjne próbki stali matrycy. -A. W niniejszym artykule przygotowano trzyskładnikowe bloki testowe ze stali do formowania i zatopiono je w formie do odlewania ciśnieniowego w celu przeprowadzenia testu odlewania ciśnieniowego stopu aluminium ADC12. Skuteczność uszkodzeń stopionego aluminium.
1. Testuj materiały i metody
1.1 Materiały testowe
Skład chemiczny stali 4Cr5Mo2V, 4Cr5Mo2V zawierającej 1% Ni (dalej określanej jako 4Cr5Mo2V+Ni) oraz 4Cr5 Mo2V zawierającej 1% Co (dalej określanej jako 4Cr5Mo2V+Co) przedstawia tabela 1. odlewane za pomocą ADC12 Skład chemiczny stopu aluminium przedstawiono w tabeli 2.
| Tablica 1 Skład chemiczny badanych stali odlewniczych (udział masowy) % | |||||||
| Materiał | C | Cr | Mo | V | Co | Ni | Si |
| Stal 4Cr5Mo2V | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| Stal 4Cr5Mo2V+Ni | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| Stal 4Cr5Mo2V+Co | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Tabela 2 Skład chemiczny stopu aluminium ADC12 % | |||||||||
| Element | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| Wynik Jakości | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Metoda testowa
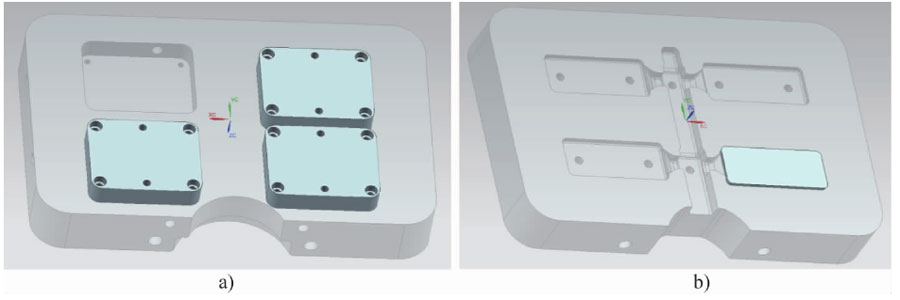
Wyżarzone stale 4Cr5Mo2V, 4Cr5Mo2V + Ni i 4Cr5Mo2V + Co zostały przetworzone na bloki testowe, jak pokazano na rysunku 1. Po hartowaniu próżniowym zostały dwukrotnie odpuszczone do twardości około 47 HRC i drobno zmielone w celu usunięcia zgorzeliny tlenkowej.
Numer grupy bloku testowego jest osadzony w rowku formy nieruchomej, a wnęka z odlewanego ciśnieniowo stopu aluminium jest osadzona w formie ruchomej, jak pokazano na rysunku 2. i samodzielnie zaprojektowaną formę zastosowano do testu odlewania ciśnieniowego blachy ze stopu aluminium ADC500, a stop aluminium został ponownie użyty. Temperatura stopionego aluminium jest wyższa, 12°C, aby przyspieszyć test (na ogół temperatura odlewania stopu aluminium ADC800 wynosi (12 650)°C). Ponieważ temperatura stopionego aluminium wynosi 120 ℃, który nie osiąga temperatury topnienia związku międzymetalicznego Fe-A800, powstały związek będzie istniał w stopionym aluminium jako zanieczyszczenia po odpadnięciu. Wielokrotne stosowanie stopionego aluminium spowoduje również wzrost zanieczyszczeń i wzmocnienie aluminium. Efekt szorowania cieczy, przyspieszający w ten sposób test.
Po teście odlewania ciśnieniowego zastosowano stereomikroskop do obserwacji zjawiska adhezji aluminium na powierzchni bloku testowego; Do dalszej obserwacji stopnia adhezji aluminium i występowania pęknięć na powierzchni bloku testowego wykorzystano mikroskop ultragłęboki.
2. Wyniki testów i analiza
2. 1 Morfologia powierzchni bloku testowego
2.1.1 Przyklejanie powierzchni aluminium
Rysunek 3 przedstawia morfologię powierzchni trzech stalowych bloków testowych bez odlewania ciśnieniowego i po 600,1000-krotnym odlewaniu ciśnieniowym. Na rysunku 3 (b, e, h) widać, że po 600-krotnym odlewaniu stalowy blok testowy 4Cr5Mo2V ma najpoważniejsze przywieranie aluminium.
Blok testowy ze stali 4Cr5Mo2V + Co przykleja się do najmniejszego aluminium. Rysunek 3 (c, f, i) pokazuje, że adhezja aluminium na powierzchni trzech bloków testowych wzrosła po 1,000-krotnym odlewaniu ciśnieniowym. Powierzchnia stalowego bloku testowego 4Cr5Mo2V ma wyraźną przyczepność do aluminium, podczas gdy pozostałe dwa bloki testowe mają niewielką przyczepność do aluminium. Test stali 4Cr5Mo2V + Co Bryła aluminium jest najmniejsza i jednolita, co wskazuje, że stal 4Cr5Mo2V zawierająca diament ma najlepszą odporność na uszkodzenia ciekłego aluminium, podczas gdy stal 4Cr5Mo2V jest najgorsza. Dodatek wiertła i elementów niklowych korzystnie wpływa na stabilizację twardości wysokotemperaturowej stali matrycowej 9-10, a powierzchnia nie jest łatwa do „zmiękczenia” przy wielokrotnym kontakcie z roztopionym aluminium, dzięki czemu odporność na erozję ciekłego aluminium jest lepsza, a przyczepność do aluminium jest niewielka. Podczas testu odlewania ciśnieniowego stopione aluminium wchodzi do wnęki, aby stykać się z blokiem testowym, a nierówna struktura bloku testowego, obszar wady obróbki i inne lokalne obszary będą lekko przywierać do aluminium. Aluminium w obszarze związanym z aluminium będzie reagować ze stalą, tworząc Fe.} Al kruchy związek pośredni, który zostanie złamany i złuszczony pod wpływem szorowania cieczą aluminium pod wysokim ciśnieniem, co spowoduje powstanie wgłębień na powierzchni formy i nie tylko poważne wiązanie aluminium pod szorowaniem płynu aluminiowego.
2.1.2 Pęknięcia powierzchni
Rysunek 4 przedstawia supergłęboką morfologię pola próbek stali 4Cr5Mo2V, 4Cr5Mo2V + Ni i 4Cr5Mo2V + Co po 1,000-krotnym odlewaniu ciśnieniowym. Z rys. 4(a) widać, że na powierzchni stalowego bloku testowego 4 Cry Mot V znajduje się niewielka liczba mikropęknięć rozmieszczonych w prawie sieciowym kształcie. Przywierające aluminium i roztopione aluminium reagują ze stalą tworząc związki Fe.}Al. Współczynnik rozszerzalności cieplnej Fe.} Al jest inny niż osnowy, co skutkuje bardzo małą ilością mikropęknięć w przylegającym aluminium i Fe.} Al oraz związkach. Czyszczące działanie roztopionego aluminium powoduje propagację mikropęknięć, a roztopione aluminium wnika w pęknięcie i dalej reaguje z osnową, tworząc związki Fe2Al. W kolejnym, powtarzanym procesie odlewania ciśnieniowego, związki Fe.} Al na powierzchni bloku testowego odrywają się, tworząc wgłębienia. Po wytrawieniu i oczyszczeniu ultradźwiękowym powierzchnia bloku testowego wyglądała podobnie do właściwości siatkowego szorowania płynem aluminium. Rysunek 4 (b, c) pokazuje, że nie ma pęknięć w blokach testowych ze stali 4Cr5Mo2V + Co i 4Cr5Mo2V + Ni, co wskazuje, że dodatek 1% wiertła lub molibdenu może nie tylko zmniejszyć przyczepność powierzchniową aluminium, ale również zmniejszyć skłonność do pękania formy i poprawa odporności aluminium. Dodanie niklu i diamentowych elementów niewęglikowych może poprawić twardość formy w wysokiej temperaturze, a diament może również promować dyspersję i wytrącanie węglika molibdenu podczas procesu odpuszczania oraz wzmacniać efekt utwardzania wydzieleniowego „z-} 3. Badania Ling Qian et al. wykazali, że dodanie elementów stabilizujących austenit do odlewanej stali ciśnieniowej może zmniejszyć koncentrację naprężeń. Zarówno wiertło, jak i nikiel są pierwiastkami rozszerzającymi strefę austenitu, dzięki czemu powierzchnie form odlewniczych w stali 4Cr5Mo2V+N i 4Cr5Mo2V+Co nie są podatne na pęknięcia.
Stopione aluminium w rzeczywistym procesie odlewania ciśnieniowego jest bardzo silne w stosunku do formy. Zgodnie ze schematem fazowym Fe-A1, międzymetaliczne związki Fe-Al powstające w reakcji stali i roztopionego aluminium to głównie FeAlz, Fez A15, FeA13 itp., Które są kruche. Bogata w Al faza stopu aluminium będzie oderwać się od matrycy i wejść do roztopionego aluminium pod szorowaniem roztopionego aluminium, pozostawiając wgłębienia na powierzchni formy. Połączenie części stopu aluminium z wgłębieniami formy jest stosunkowo mocne i nie odpada, a ponadto tworzy związki Fe A1. Przywierające tam glin, Fe.} Al i związki są podatne na mikropęknięcia podczas chłodzenia. Arkusz odlewniczy ma mniej płynnego aluminium, dzięki czemu szybciej krzepnie, a reakcja między formą a płynnym aluminium jest wolniejsza. W związku z tym powierzchnia bloku testowego ma mniej wgłębień z powodu reakcji Fe i Al, a bardziej lepkie aluminium jest wytwarzane przez erozję ciekłego aluminium.
2. 2 twardość powierzchni
Tabela 3 przedstawia średnią wartość twardości powierzchni trzech bloków testowych ze stali matrycowej po różnych czasach odlewania kokilowego. Dane w tabeli 3 pokazują, że twardość powierzchni trzech rodzajów bloków testowych nieznacznie się zmniejsza. Wraz ze wzrostem liczby form odlewniczych jest to równoznaczne z wielokrotnym odpuszczaniem bloku testowego, a więc zmniejsza się twardość. Po 1,000-krotnym odlewaniu twardość bloku testowego ze stali 4Cr5Mo2V+Co ma najmniejszy spadek, który wynosi 1.4 HRC; stalowy blok testowy 4Cr5Mo2V ma najbardziej oczywisty spadek.
Oczywiście spadła o 2 HRC; Twardość powierzchniowa bloku testowego ze stali 8Cr4Mo5V + Ni spadła o 2 HRC. Stabilna twardość formy jest korzystna dla zmniejszenia przywierania aluminium, to znaczy jest korzystna, aby oprzeć się uszkodzeniom termicznym podczas odlewania.
| Tablica 3 Twardość powierzchni bloków testowych po odlewaniu ciśnieniowym dla różnych czasów % | ||||||
| Materiał | Brak odlewu | 200 Times | 400 Times | 600 Times | 800 Times | 1000 Times |
| Stal 4Cr5Mo2V | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| Stal 4Cr5Mo2V+Ni | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| Stal 4Cr5Mo2V+Co | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
Po długim czasie odpuszczania stali matrycowej martenzyt rozkłada się, a węgliki wtórne stają się grubsze, co powoduje spadek twardości powierzchni. Zarówno wiertło, jak i nikiel są pierwiastkami niewęglikowatymi, które mogą zastąpić atomy Fe, aby stały roztwór stali wzmocnił „5 do” 8, dzięki czemu forma ma wyższą wytrzymałość na wysoką temperaturę i zachowuje wyższą twardość po wielokrotnym szybkim nagrzewaniu i chłodzeniu. China Die Casting Association zbadało rozkład pierwiastków w hartowanej i odpuszczonej stali Cr-Mo-V-Ni i stwierdziło, że podczas procesu odpuszczania pierwiastki Ni zostaną wzbogacone wokół węglików, utrudniając w ten sposób atomy węgla w ferrycie wokół węgliki Ciągła dyfuzja węglików zwiększa energię aktywacji rozrostu węglika, hamuje wzrost węglików, zmniejszając w ten sposób spadek twardości stali 4Cr5Mo2V zawierającej nikiel i poprawiając jej odporność na uszkodzenia roztopionego aluminium.
China Die Casting Association zbadało stabilność termiczną i zmiany mikrostruktury stali matrycowej z 1% Ni i bez Ni i stwierdziło, że na późniejszym etapie testu stabilności termicznej nikiel spowolni twardość stali matrycowej, dzięki czemu stal lepiej stabilna termicznie Płeć. Wiercenie jest elementem rozszerzającym strefę fazy austenitu. Dodanie wiertła do stali 4Cr5Mo2V może sprzyjać rozpuszczaniu węglików podczas procesu austenityzacji, zwiększać zawartość węgla w austenitu i zwiększać stabilność austenitu, zwiększając w ten sposób austenit szczątkowy Ilość tenzytu i twardość martenzytu, a wiertło może również wspomagają dyspersję i wytrącanie węglika molibdenu podczas procesu odpuszczania i wzmacniają efekt utwardzania wydzieleniowego z'-1.
Wzmacniający wpływ niklu i wiertła na osnowę sprawia, że kostka stalowa matrycowa po wielokrotnym czyszczeniu stopionego aluminium ma nadal wyższą twardość powierzchniową, dzięki czemu jest bardziej odporna na erozję, co korzystnie wpływa na poprawę odporności bloku testowego na uszkodzenie stopionego aluminium. Twardość powierzchni bloku testowego i stopień adhezji aluminium również pokazują (patrz Rysunek 3, Tabela 3): Wywiercony blok testowy ze stali 4Cr5 Mo2V ma najmniej wżerów powierzchniowych i adhezji aluminium po 1,000-krotnym odlewaniu, to znaczy odporność na uszkodzenia płynem aluminium jest najlepsza. Dlatego efekt wzmacniający dodania 1% Co do stali jest większy niż dodanie 1% Ni, z których oba sprzyjają poprawie odporności na uszkodzenia aluminium stali matrycowej.
3.Conkluzja
- Po 1-krotnym odlewaniu ciśnieniowym stopu aluminium, próbka stali 000Cr4 Mo5V z wiertłem wbija najmniej aluminium, a próbka stali 2Cr4Mo5V najwięcej aluminium, czyli stal 2Cr4 Mo5V z wiertłem ma najlepszą odporność na uszkodzenia termiczne.
- Po 1,000-krotnym odlewaniu stopu aluminium twardość powierzchni próbek stali 4Cr5Mo2V, 4Cr5Mo2V +Ni i 4Cr5Mo2V + Co zmniejszyła się o 2.8, 1.8 i 1.4 HRC, czyli dodatek niklu lub wiertła może znacznie poprawić odporność na uszkodzenia termiczne ze stali odlewanej ciśnieniowo 4Cr5Mo2V.
Proszę zachować źródło i adres tego artykułu do przedruku: Wpływ wiertła i niklu na odporność na uszkodzenia termiczne stali odlewniczej 4Cr5Mo2V
Minhe Firma odlewnicza są dedykowane do produkcji i zapewniania wysokiej jakości i wysokiej wydajności części odlewniczych (zakres części odlewanych z metalu obejmuje głównie) Cienkościenne odlewanie ciśnieniowe,Odlewanie pod ciśnieniem z komory gorącej,Odlewanie matrycowe w zimnej komorze), Usługa okrągła (usługa odlewania ciśnieniowego,Obróbka CNC,Produkcja form, Obróbka powierzchni). Wszelkie niestandardowe odlewanie ciśnieniowe z aluminium, odlewanie ciśnieniowe magnezu lub znalu / cynku oraz inne wymagania dotyczące odlewów są mile widziane, aby się z nami skontaktować.

Pod kontrolą ISO9001 i TS 16949, wszystkie procesy są przeprowadzane przez setki zaawansowanych maszyn do odlewania ciśnieniowego, maszyn 5-osiowych i innych urządzeń, od blasterów po pralki Ultra Sonic. Minghe ma nie tylko zaawansowany sprzęt, ale także profesjonalny zespół doświadczonych inżynierów, operatorów i inspektorów, aby zrealizować projekt klienta.

Producent kontraktowy odlewów ciśnieniowych. Możliwości obejmują odlewanie ciśnieniowe aluminium w zimnej komorze od 0.15 funta. do 6 funtów, szybka zmiana konfiguracji i obróbka. Usługi o wartości dodanej obejmują polerowanie, wibrowanie, gratowanie, śrutowanie, malowanie, powlekanie, powlekanie, montaż i oprzyrządowanie. Obrabiane materiały obejmują stopy takie jak 360, 380, 383 i 413.

Pomoc w projektowaniu odlewów cynkowych/równoległe usługi inżynieryjne. Zleceniodawca precyzyjnych odlewów cynkowych. Można wytwarzać miniaturowe odlewy, odlewy ciśnieniowe wysokociśnieniowe, odlewy wielopłytkowe, konwencjonalne odlewy formowe, odlewy jednostkowe i niezależne oraz odlewy z uszczelnieniem gniazdowym. Odlewy mogą być produkowane w długościach i szerokościach do 24 cali z tolerancją +/- 0.0005 cala.

Certyfikowany ISO 9001: 2015 producent odlewanego magnezu, Możliwości obejmują odlewanie ciśnieniowe magnezu do 200 ton gorącej komory i 3000 ton zimnej komory, projektowanie oprzyrządowania, polerowanie, formowanie, obróbka skrawaniem, malowanie proszkowe i płynne, pełna kontrola jakości z możliwościami CMM , montaż, pakowanie i dostawa.

Certyfikat ITAF16949. Dodatkowa usługa odlewania obejmuje casting inwestycyjny,odlewanie piaskowe,Odlewanie grawitacyjne, Utracone odlewanie pianki,Odlewanie odśrodkowe,Odlewanie próżniowe,Trwałe odlewanie form,.Możliwości obejmują EDI, pomoc inżynierską, modelowanie bryłowe i przetwarzanie wtórne.

Przemysł odlewniczy Części Studia przypadków dla: samochodów, rowerów, samolotów, instrumentów muzycznych, jednostek pływających, urządzeń optycznych, czujników, modeli, urządzeń elektronicznych, obudów, zegarów, maszyn, silników, mebli, biżuterii, przyrządów, telekomunikacji, oświetlenia, urządzeń medycznych, urządzeń fotograficznych, Roboty, rzeźby, sprzęt dźwiękowy, sprzęt sportowy, narzędzia, zabawki i inne.
W czym możemy Ci pomóc dalej?
∇ Przejdź do strony głównej dla Odlewanie ciśnieniowe Chiny
→Części odlewnicze-Dowiedz się, co zrobiliśmy.
→Powiązane wskazówki dotyczące Usługi odlewania ciśnieniowego
By Producent odlewów ciśnieniowych Minghe |Kategorie: Przydatne artykuły |Materiał tagi: Odlewanie aluminium, Odlew cynkowy, Odlewanie magnezu, Casting tytanu, Odlewanie ze stali nierdzewnej, Odlew mosiężny,Odlew z brązu,Przesyłanie wideo,Historia firmy,Odlew aluminiowy |Komentarze wyłączone







