
Wpływ trzech elementów skrawających na wydajność obróbki
Wszyscy wiedzą, że przy poprawie wydajności obróbki najprostszą i najbardziej bezpośrednią metodą jest zwiększenie trzech elementów skrawania (prędkości skrawania, głębokości skrawania i posuwu). Jednak doskonalenie trzech elementów skrawania narzędzi jest na ogół ograniczone przez istniejące warunki konstrukcyjne obrabiarek. Najtańszym więc sposobem jest wybór dobrego materiału narzędziowego.
Zasada determinacji trzech elementów rozkroju
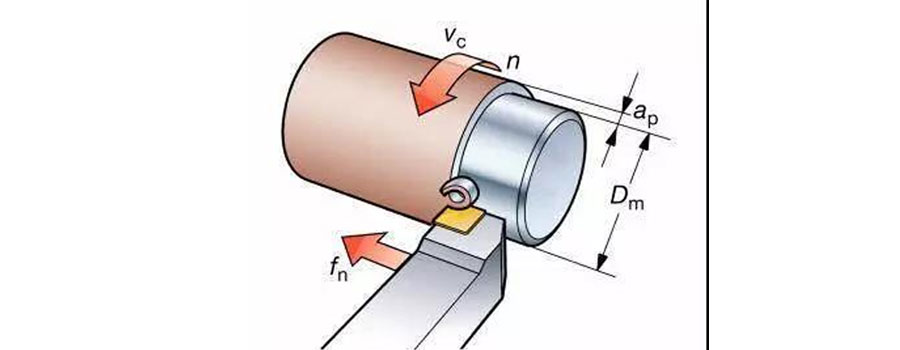
Określ głębokość noża, wielkość posuwu i liniową prędkość cięcia.
Głębokość skrawania: ogólnie określana zgodnie z naddatkiem na obróbkę;
Szybkość posuwu: Szybkość posuwu obróbki zgrubnej jest określona przez moc obrabiarki, a szybkość posuwu wykańczającego jest określona przez chropowatość powierzchni;
Prędkość skrawania: określana w zależności od materiału narzędzia i prędkości wrzeciona obrabiarki.
Z perspektywy doskonalenia obróbka cnc wydajność, zwiększenie głębokości skrawania jest prawdopodobnie metodą wartą rozważenia. Jednym z ważnych powodów jest to, że eksperymenty wykazały, że gdy głębokość skrawania jest równa 10-krotności posuwu, zwiększenie głębokości skrawania będzie miało minimalny wpływ na trwałość narzędzia. Jeśli prędkość skrawania zostanie zwiększona, zmiana prędkości skrawania spowoduje, że trwałość narzędzia zmieni się prawie dwukrotnie szybciej; jeśli posuw zostanie zmieniony, trwałość narzędzia można również zmienić z grubsza na tym samym poziomie. Dlatego też, gdy nie można osiągnąć tak zwanego „rozmiaru netto” dla wykrojów naszego trybu produkcji masowej, zwiększenie głębokości skrawania jest wyborem, który może osiągnąć wysoką wydajność cyklu produkcyjnego bez powodowania znacznego wzrostu kosztów narzędzi.
Wybór narzędzia
Narzędzia z węglików spiekanych są głównymi narzędziami na obecnym rynku narzędzi. Wszyscy znają to narzędzie. Trzy elementy tnące narzędzi z węglików spiekanych można dostosować do rzeczywistych warunków miejsca obróbki, aby zmaksymalizować trwałość narzędzia i wydajność obróbki. Jednak azot sześcienny Rozwój narzędzi na bazie boru nie trwał długo i wiele osób nigdy nie miało do czynienia z takimi narzędziami. Jednak wraz z pojawieniem się materiałów twardych i trudnych w obróbce, narzędzia z sześciennego azotku boru stopniowo pojawiły się w polu widzenia każdego. Jednak wiele osób często myśli, że narzędzia z regularnego azotku boru ograniczają się do szybkich procesów cięcia i wykańczania.
W rzeczywistości, dzięki ciągłym pracom badawczo-rozwojowym i innowacjom w branży narzędzi do materiałów supertwardych, narzędzia z regularnego azotku boru są szeroko stosowane w procesach obróbki zgrubnej i przerywanych warunkach skrawania. Wybór narzędzi z regularnego azotku boru jest taki sam jak w przypadku narzędzi z węglika spiekanego. W zależności od różnych materiałów przedmiotu obrabianego dobierane są różne gatunki narzędzi i struktury narzędzi.
Ostrze z regularnego azotku boru do spawania kompozytowego jest zwykle używane do procesu wykańczania. Ma tylko krawędź tnącą z materiału regularnego azotku boru, a osnowę stanowi osnowa z węglika spiekanego. Głębokość noża jest kontrolowana w granicach 0.5 mm, więc może być używany tylko Do procesów wykończeniowych, dla tych z dużymi marginesami i nieregularnymi powierzchniami, wybierz integralne ostrze z sześciennego azotku boru. Całość wykonana jest z sześciennego azotku boru. Głębokość skrawania wynosi 1-10 mm, a żywotność narzędzia wynosi zazwyczaj 3 godziny/ostrze.
Wraz z postępem badań nad narzędziami z sześciennego azotku boru i rzeczywistymi potrzebami w zakresie przetwarzania, oryginalna obróbka wykańczająca z dużą prędkością rozwinęła się w sposób przerywany, zgrubny i półwykańczający, a także może być stosowany w zwykłych obrabiarkach; koszt użytkowania jest również bardziej ekonomiczny.
Inne dokumenty
Zakresy obróbki narzędzi z regularnego azotku boru i narzędzi z węglika spiekanego pokrywają się. Na przykład można obrabiać żeliwo szare, narzędzia z węglika spiekanego i narzędzia z regularnego azotku boru. Możesz wybrać bardziej ekonomiczny i opłacalny materiał narzędziowy, węglik spiekany, zgodnie z potrzebami przedsiębiorstwa. Ze względu na własne ograniczenia wydajności, maksymalna prędkość liniowa narzędzia może osiągnąć 350 m/min, podczas gdy narzędzie z sześciennego azotku boru może osiągnąć 1500 m/min. Jednocześnie trwałość narzędzia z regularnego azotku boru jest 30-50 razy większa niż w przypadku zwykłych narzędzi z węglika spiekanego. 5-15 razy dłuższa żywotność narzędzia z warstwowego węglika.

Jednak firmy nie wybierają na ślepo narzędzi z regularnego azotku boru do obróbki żeliwa szarego. W końcu cena narzędzi z sześciennego azotku boru jest wyższa niż narzędzi z węglika spiekanego. Dlatego zaleca się wybór do masowej produkcji i wysokich wymagań wydajności przetwarzania. W przypadku narzędzi skrawających z sześciennego azotku boru, jeśli wydajność obróbki nie jest wysoka, a liczba miejsc pracy jest niewielka, bardziej ekonomiczny i opłacalny jest wybór narzędzi skrawających z węglika spiekanego.
Proszę zachować źródło i adres tego artykułu do przedruku:Wpływ trzech elementów skrawających na wydajność obróbki
Minhe Firma odlewnicza są dedykowane do produkcji i zapewniania wysokiej jakości i wysokiej wydajności części odlewniczych (zakres części odlewanych z metalu obejmuje głównie) Cienkościenne odlewanie ciśnieniowe,Odlewanie pod ciśnieniem z komory gorącej,Odlewanie matrycowe w zimnej komorze), Usługa okrągła (usługa odlewania ciśnieniowego,Obróbka CNC,Produkcja form, Obróbka powierzchni). Wszelkie niestandardowe odlewanie ciśnieniowe z aluminium, odlewanie ciśnieniowe magnezu lub znalu / cynku oraz inne wymagania dotyczące odlewów są mile widziane, aby się z nami skontaktować.

Pod kontrolą ISO9001 i TS 16949, wszystkie procesy są przeprowadzane przez setki zaawansowanych maszyn do odlewania ciśnieniowego, maszyn 5-osiowych i innych urządzeń, od blasterów po pralki Ultra Sonic. Minghe ma nie tylko zaawansowany sprzęt, ale także profesjonalny zespół doświadczonych inżynierów, operatorów i inspektorów, aby zrealizować projekt klienta.

Producent kontraktowy odlewów ciśnieniowych. Możliwości obejmują odlewanie ciśnieniowe aluminium w zimnej komorze od 0.15 funta. do 6 funtów, szybka zmiana konfiguracji i obróbka. Usługi o wartości dodanej obejmują polerowanie, wibrowanie, gratowanie, śrutowanie, malowanie, powlekanie, powlekanie, montaż i oprzyrządowanie. Obrabiane materiały obejmują stopy takie jak 360, 380, 383 i 413.

Pomoc w projektowaniu odlewów cynkowych/równoległe usługi inżynieryjne. Zleceniodawca precyzyjnych odlewów cynkowych. Można wytwarzać miniaturowe odlewy, odlewy ciśnieniowe wysokociśnieniowe, odlewy wielopłytkowe, konwencjonalne odlewy formowe, odlewy jednostkowe i niezależne oraz odlewy z uszczelnieniem gniazdowym. Odlewy mogą być produkowane w długościach i szerokościach do 24 cali z tolerancją +/- 0.0005 cala.

Certyfikowany ISO 9001: 2015 producent odlewanego magnezu, Możliwości obejmują odlewanie ciśnieniowe magnezu do 200 ton gorącej komory i 3000 ton zimnej komory, projektowanie oprzyrządowania, polerowanie, formowanie, obróbka skrawaniem, malowanie proszkowe i płynne, pełna kontrola jakości z możliwościami CMM , montaż, pakowanie i dostawa.

Certyfikat ITAF16949. Dodatkowa usługa odlewania obejmuje casting inwestycyjny,odlewanie piaskowe,Odlewanie grawitacyjne, Utracone odlewanie pianki,Odlewanie odśrodkowe,Odlewanie próżniowe,Trwałe odlewanie form,.Możliwości obejmują EDI, pomoc inżynierską, modelowanie bryłowe i przetwarzanie wtórne.

Przemysł odlewniczy Części Studia przypadków dla: samochodów, rowerów, samolotów, instrumentów muzycznych, jednostek pływających, urządzeń optycznych, czujników, modeli, urządzeń elektronicznych, obudów, zegarów, maszyn, silników, mebli, biżuterii, przyrządów, telekomunikacji, oświetlenia, urządzeń medycznych, urządzeń fotograficznych, Roboty, rzeźby, sprzęt dźwiękowy, sprzęt sportowy, narzędzia, zabawki i inne.
W czym możemy Ci pomóc dalej?
∇ Przejdź do strony głównej dla Odlewanie ciśnieniowe Chiny
→Części odlewnicze-Dowiedz się, co zrobiliśmy.
→Powiązane wskazówki dotyczące Usługi odlewania ciśnieniowego
By Producent odlewów ciśnieniowych Minghe |Kategorie: Przydatne artykuły |Materiał tagi: Odlewanie aluminium, Odlew cynkowy, Odlewanie magnezu, Casting tytanu, Odlewanie ze stali nierdzewnej, Odlew mosiężny,Odlew z brązu,Przesyłanie wideo,Historia firmy,Odlew aluminiowy |Komentarze wyłączone







